Why eliminate tool vibration in cutting
In ordinary cutting, it is completed by the relative motion between the tool and the workpiece. The formation process of chips and machined surfaces is essentially the process in which the workpiece material is squeezed by the tool, resulting in elastic and plastic deformation, and causing the chips to separate from the parent material. In ordinary cutting where the tool remains in place, the role of the tool impact two aspects: one is the role of the ordinary cutting edge, and the other is the role of the tool surface that forms the cutting edge.
Due to the high pressure at the contact between the blade and the workpiece being cut, the object being cut is separated. The cutting surface supports and compresses the workpiece while cutting, promoting this separation In general cutting, with the formation of chips, it is inevitable to produce higher cutting temperature, which will cause harmful phenomena such as tool wear and cutting vibration.

Main reasons for cutting vibration
The vibration of the cutting tool during cutting the workpiece requires the following three conditions to exist simultaneously:
1 the insufficient rigidity of the process system, including the cutting tools, leads to low natural frequencies,
2 the cutting generates a sufficiently large external excitation force,
3frequency of external excitation force is the same as natural frequency of process system, which immediately causes resonance.
The specific causes of cutting vibration may be the following:
1rigidity of fixture is too poor
2axial stiffness difference of processed workpiece.
3overhanging length of tool is too long.
4feed speed of workbench is unstable.
5Cutting speed is too fast, while feed speed is too slow. Besides, cutting depth is not appropriate.
How do we eliminate cutting vibration?
Our basic principle about elimination of cutting vibration is as follows:
1reduce the cutting force to the minimum,
2to enhance the static rigidity of the tool system or fixture with the workpiece as much as possible;
3to create a vibration inside the tool holder to disrupt the vibration frequency of the external cutting force, thereby eliminating tool vibration.
Use sharp cutting blades to reduce cutting vibration
Non coated cutting blades are sharper than coated blades. If coating is necessary, physical coated blades are also sharper than chemical coated blades. Passivation of blades can also be selected from 35 to 75 μ Between m.
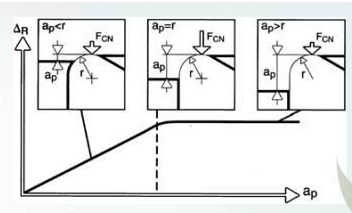
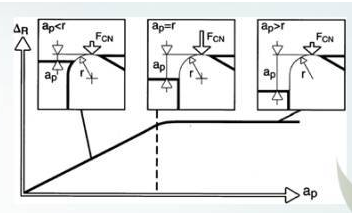
cutting depths require the use of a small tip arc radius
The Δ R in the figure represents the spring deformation of the boring bar. It can be seen that the spring deformation is maximum when the cutting depth ap is equal to the radius of the tool tip arc, and as the cutting depth increases, the spring deformation does not increase again but begins to decrease. Because the radial cutting force FCN is maximum at ap=r, an increase in ap will only increase the axial resistance, which is not the reason for the vibration spring deformation of the slender tool bar, and in turn, it will keep the tool bar stable.
For example, when the blade tip angle remains unchanged at 0.8mm
As the cutting depth of the blade increases, the vibration of slender boring or milling cutters tends to be maximum when the cutting depth ap and the tip radius (r=0.8mm) are equal. When the cutting depth ap is greater than the tip radius r, the vibration of the cutter bar is suppressed instead.

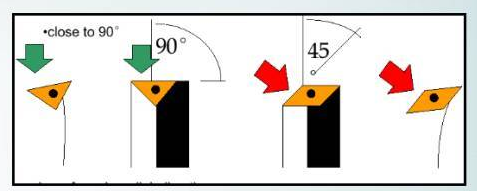
For boring and turning slender shaft parts with slender tool bars, a 90 degree main deviation angle tool should be used
Whether it is turning slender shafts with cylindrical turning tools or boring holes with slender tool bars, the radial cutting force generated by the tool with a 90 degree main deviation angle is always the smallest, while the axial force generated by the blade edge is the largest; Turning and boring cutters with a 45 degree main deviation angle are prone to cutting vibration, as the radial cutting force that generates vibration is equal to the axial force. When using circular blades, the radial cutting force is greater than the axial force, making vibration the most likely to occur.

For milling cutters with slender rods, circular blade milling cutters are more conducive to vibration reduction
The milling cutter is opposite to the boring cutter, and the closer the main deviation angle is to 90 degrees, the greater the radial cutting force and the greater the vibration of the tool bar. So in the surface milling process of deep hole cavities in molds, a 45 degree main deviation angle milling cutter is usually used. If the cutting depth is less than 1mm, a circular blade milling cutter or ball cutter is often used.

The face milling cutter adopts sparse teeth and unequal distance milling cutters to reduce milling vibration
‘Teeth’ refers to blades. For a face milling cutter with the same diameter, such as 100 millimeters, a disc with 5 blades will definitely generate 50% less milling force than a milling cutter with 10 blades. In fact, a 100mm cutter head with 5 blades is both a sparse tooth cutter head compared to a cutter head with 10 blades. If the spacing between the blades is unequal, it is a sparse tooth unequally spaced iron cutter. This type of surface washing cutter not only has low cutting force but also does not have a fixed frequency to stimulate resonance in the process system.
When boring internal holes, the smaller the blade shape angle, the better
As this cutting way in picture, the secondary main deviation angle is large, and the contact area between the secondary edge and the machined surface is small, making it difficult for the vibration to turn into vibration. The opportunity for the secondary cutting edge to squeeze is also small. For example, when boring internal holes, the main deviation angle of the boring tool is assumed to be 93 degrees, and the secondary main deviation angle of the blade using CCMT is 7 degrees, while the secondary main deviation angle of the blade using DCMT is 32 degrees. Cutting is much lighter and faster, but the safety of the blade with small blade shape angle is poor.
Use integral cemented carbide too bar or alloy steel ones to improve the static rigidity of the tool holder
Many tool manufacturers manufacture integral hard alloy tool holders or alloy tool holders because these materials have high compressive strength. The compressive strength of alloy steel is 210Gpa, while the compressive strength of integral hard alloy is 900Gpa, which is 2.5 times the strength of steel tool holders.







